

Australian-owned MTM recently turned to Balluff Australia to help it on its Industry 4.0 journey, helping it to become more efficient in its day-to-day operations.
[Balluff Australia will be exhibiting at AUSPACK on the Open IIoT stand, G130]
Established in 1965, MTM is a proudly Australian family-owned parts manufacturer that supplies components to all parts of the globe.
While the company is primarily an automotive parts supplier, it has expanded to cater for rail, recreation, water conservation and safety.
“Our product range is vast and as our operations have grown, so has the need for an equally-advanced system to capture and visualise the data produced on the factory floor,” explained Darren Symington, information system manager at MTM.

For many years, MTM relied on FTP (File Transfer Protocol) modules for data transfer. Here, they would manually connect to the PLC (Programmable Logic Controller) on the machine to create a file every time they made a part.
Thereafter, data would be manually extracted and be used to populate the databases. This system, used for various processes such as making bookings and calculating cycle times, had many drawbacks.
The lightbulb moment
The data collection and visualisation system were based on slow, unreliable industrial hardware, and could only be accessed from outside the factory via a VPN (virtual private network). It also occasionally impacted MTM’s production output.
“If the FTP system failed to collect the data every two hours, we would end up with over 15,000 files to download at night, and it would take 5-10 seconds to download an individual file,” Symington said.
“Because a part would be completed on average every 4.5 seconds, the data collection process would not index this information in time and workers would still be trying to extract the previous night’s data when it would be time for the next run to begin.”
Symington describes the day that he met with Jim Wallace, sales manager of Balluff Australia, as a lightbulb moment.
“We had been using a manual FTP integration for each line to accommodate each unique processes,” said Symington.

This was however inefficient, time-consuming and became increasingly complex, as the company grew and we were required to look at up to 40 different portals to analyse the data.”
Wallace, who is a member of the Industrial Internet of Things (IIoT) advocacy group Open IIoT, helped Symington and his team integrate the code that they had been running to transmit previously into Balluff’s Industry 4.0 technologies using JSON (JavaScript Object Notation).
JSON automatically captured 10,000 records a second and uploaded the data to the database every five seconds, which meant the database was being populated with real-time measurement that could be accessed from anywhere.
Industry 4.0 for simplified operations
The first step in Industry 4.0 implementation at MTM required the team to transmit their existing data into easy-to-use, automated data capturing tools.
“As part of Balluff’s Mold Tool ID system, we fitted a Balluff RFID (Radio-Frequency Identification) tag on each tool and a reader to each of MTM’s press machines,” said Wallace.
“The system writes the number of operations to the tag so each tool knows exactly how many operations it has done, so if the tool is swapped out, this data is not lost because it is held in the RFID tag.
“As the press moves back and forth, the reader increments the number of operations count on the tag, and then reads this back to make available to the controller dashboard and as a JSON file.
“This data was then visualised by MTM in the form of a mobile app, allowing them to access a whole new range of insights into their business that they had not had previously.”
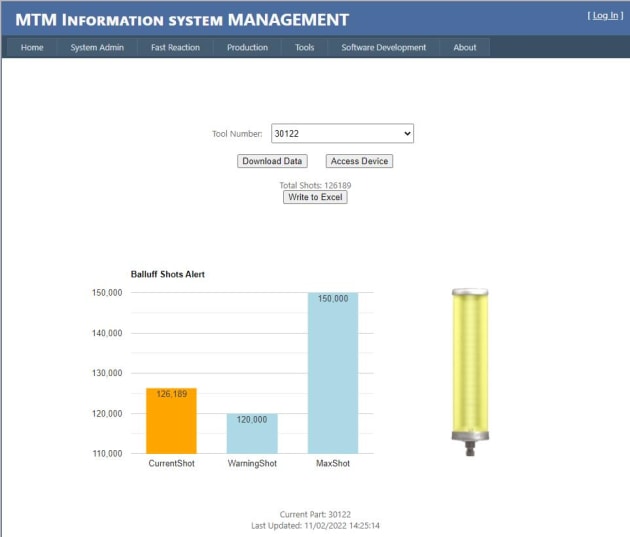
The second major Industry 4.0 implementation involved the installation of a ‘Smartlight’ system on the factory floor (a part of the Mold Tool ID system) to alert operators when tools needed maintenance – turning a light orange when the time was approaching and red when maintenance was overdue.
The Smartlight system was linked to a TV screen in the MTM Toolroom so that the staff could easily see where each tool was in the preventative maintenance cycle, and the system is also linked to an email alert system to ensure efficiency.

Automation for accuracy and reduced labour costs
“There are many benefits we’ve seen to our business since taking the plunge and starting the Industry 4.0 journey, but one of the most crucial benefits is that all our data capturing, recording and analysing processes are automated using a single system,” Symington said.
“To add to this, manually entering data can have an inaccuracy rate as high as 38 per cent, but by automating the process, we have 100 per cent accuracy, reducing wastage and time spent on administration processes.”
While MTM has operations in several different countries, design and advanced manufacturing still happens locally.
As Australia has comparatively high labour costs, smart automation that reduced the reliance on physical manpower was needed to make local production financially viable, and allow the company to continue to compete globally.
“The Balluff Industry 4.0 implementation turned out to be less expensive than we’d originally anticipated, and it has already paid for itself in terms of improved production and reduced labour costs,” Symington added.
“The benefits of the implementation have been felt across our entire business. The Smartlight maintenance system has been great for factory operations, and those of us in IT have loved the insights we can extract from the data – based on this success we’re going to prioritise IIoT integration across the plant.”
Symington said that the detailed data insights have also been unexpectedly helpful for the sales department, as it integrates into MTM’s ERP (Enterprise Resource Management) system.
“We can tell how many actions each tool has performed, thanks to the RFID reader, and reference this back to our ERO system for sales reporting,” Symington continued.
“The automated data capturing shows us exactly which customer has received what parts, and enables us to alert a salesperson when a tool is nearing the end of its lifespan, allowing for better forward planning.”
Finally, Symington recommends that manufacturers hoping to experience similar benefits from Industry 4.0 implementation begin by ‘automating their pain point’.
“The process isn’t as overwhelming or as expensive as it seems from the outset, so long as you have an experienced IIoT consultant such as Balluff to guide you along the way. Once you’ve decided what you’dlike to get out of your data, they can help you find the IIoT solution to make this happen as simply as possible,” Symington concluded.


